江苏人民电气有限公司是一家以高低压电气产业为主,多元化发展的中型企业,成立于1997年,总部座落于南京市雨花台区西善桥北路60号,建筑面积20000多平方米。公司一贯秉承"让用户用得更好"的理念,始终致力于广大用户提供稳定可靠的交直流电器产品,推动中国电气技术发展。
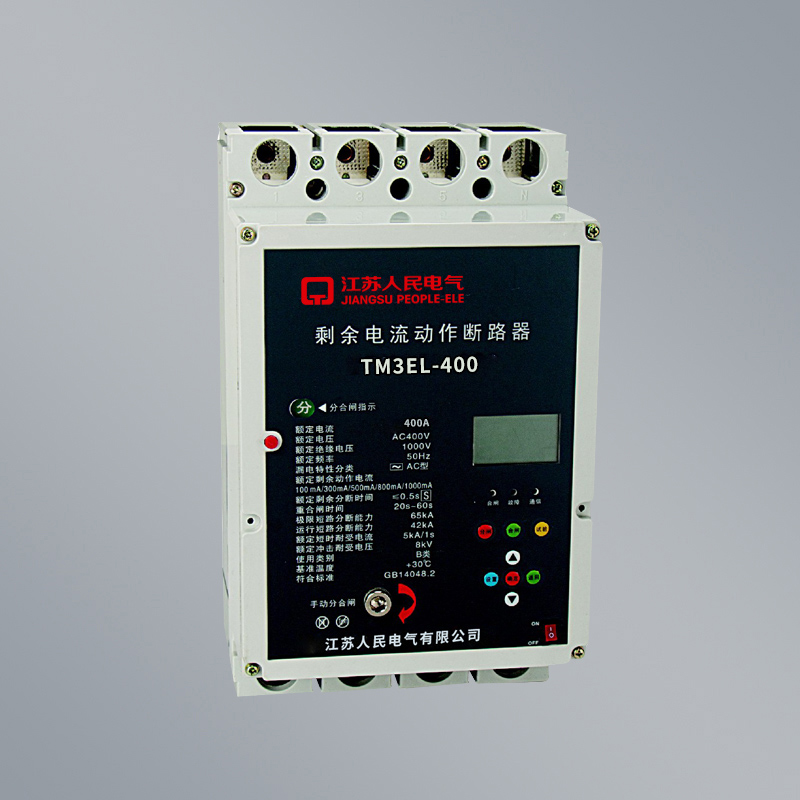
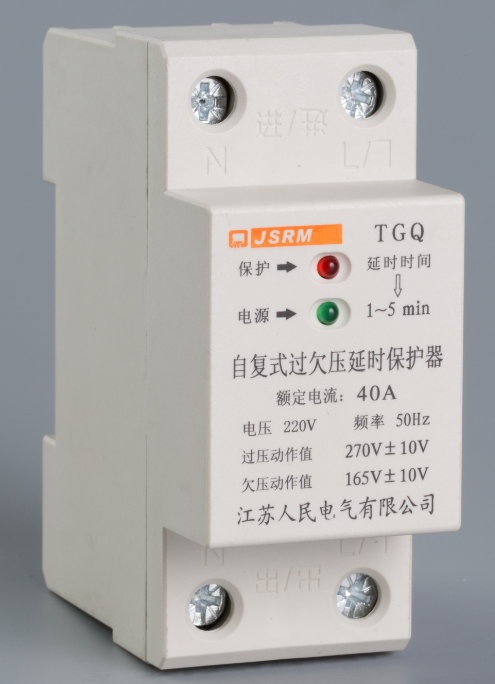
公司主要产品有:小型直流断路器、塑壳直流断路器、交流断路器、光伏直流断路器、直流浪涌保护器、直流熔断器等交直流电器元件。
公司通过了ISO9001、ISO14001、ISO18001管理体系认证,产品通过CCC认证、CB认证、ROSH认证。公司先后为中国金太阳光伏项目、国网变电站、南京地铁项目、中国南极光伏项目提供安全可靠的直流断路器等产品。
作为电气产品的提供者,江苏人民电气以直流电器系列产品为核心,满足供电系统、光伏、新能源汽车、通讯、消防、地铁、船舶、电气自动化等行业的设备需求,为其提供针对性的产品和服务。
- 我们专注于生产: